



Itasonic 2010© utilises the Sonic Resonance method for non-destructive controls on raw or processed metallic, ceramic or sintered parts.
Sonic controls are based on a precise principle of physics: every type of part has its own resonance frequency that generates a unique characteristic curve. The resonance frequencies in fact depend on clearly defined factors:
• Weight
• Structure
• Form
• Integrity
• Chemical composition
• Mechanical characteristics
The resonance curve will be practically identical for all of the pieces, which conform to the specifications. It will change in presence of variations to the above listed parameters.
Advantages of the sonic control
• Quick and easy to use.
• It controls the entire part.
• It does not require immersion in liquids, cleaning, washing, drying, demagnetisation, etc...
• The result of the test does not depend on the operator.
• Easily inserted in production lines.
• Easy and quick type change.
• Significantly reduction of the costs of control.
• Fast return of the investment.
Main field of application for the sonic control
• Automotive – brake system components and components for safety in general.
• Heat treatments.
• Aluminium die castings.
• Brass molding.
Part suited for sonic control
• Aluminium die casting parts.
• Sintered parts.
• Spheroidal cast iron.
• Brake pads.
• Molded parts.
• Industrial ceramic.
• Parts that require 100% integrity control.
Some examples
• Valves in general.
• Hubs, Pinions, Pulleys, Connecting rods, Gears, Cams.
• Arms supports (steering, suspension, etc…).
• Synchronizer rings.
• Pump bodies.
• Brake discs and Brake drums.
• Brake pliers.
• Brake pads.
• ABS rings.
• Components for turbo compressors – rotors and nuts.
• Parts subjected to heat treatments.
Itasonic 2010© is used for:
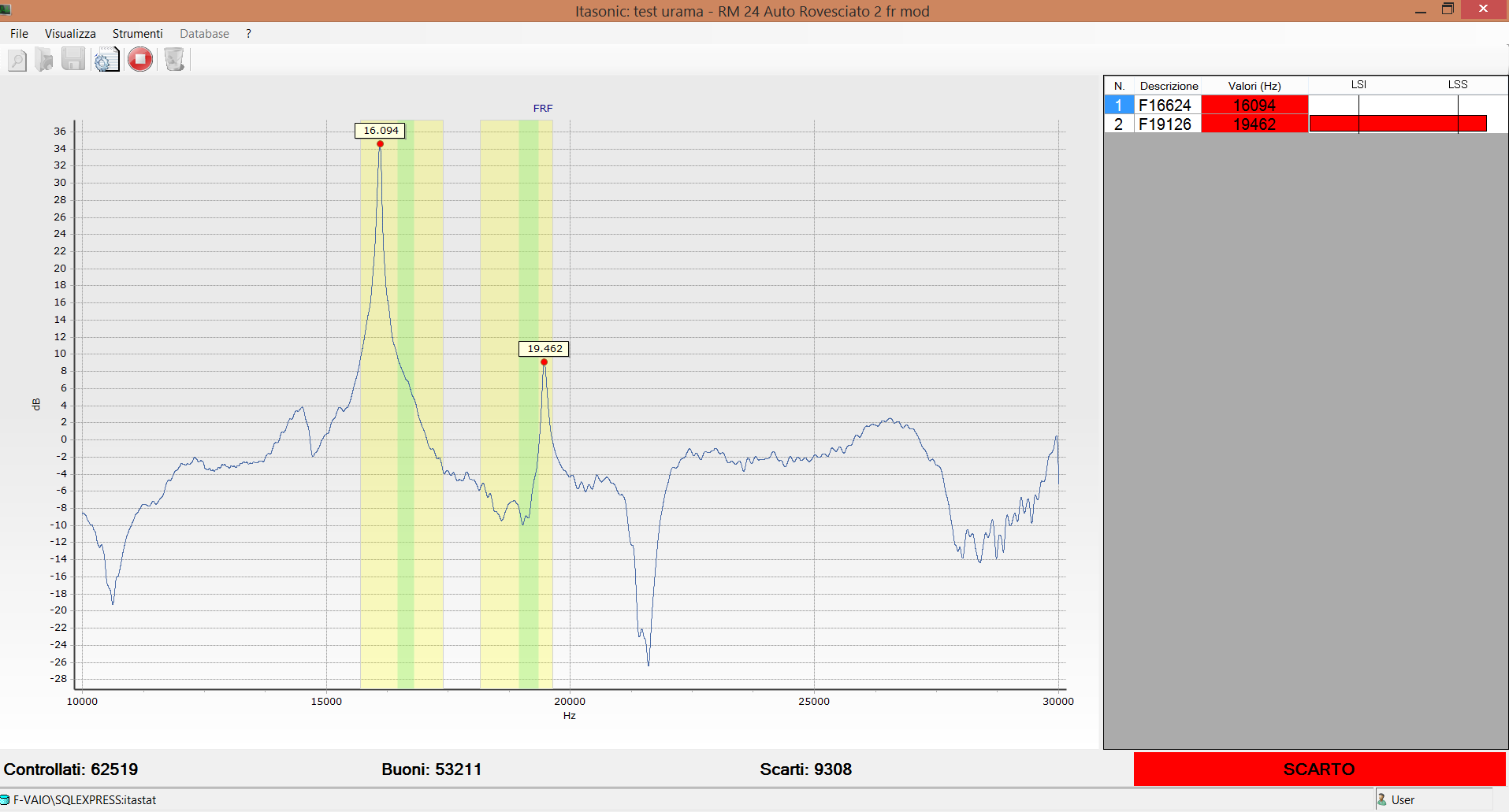
• FRF Analisys, to test the vibration frequencies, or Natural Vibration Frequencies: a requirement which has become fundamental for components in vehicle braking systems. Itasonic 2010© verifies the project specifications, obtained through modal analysis, referring to appropriate tolerances that can be set.
• To find structural defects such as variation of shape and weight (parts with incomplete forms, casts or sintered), presence of cracks, stress cracks or discontinuity (Aluminium die casting parts), density differences and elasticity modules (controls on % of nodularity in spheroidal cast iron parts), presence of oxidation and contamination (e.g. presence of iron waste in sintered aluminum parts), inclusions, stripping of the material.
A fundamental requirement in the application for defect control is that the sonic system must be able to recognize at least one frequency, among the resonance ones, which allows the separation of good pieces from rejects. This activity is necessarily experimental and must be performed at a preliminary level with a simple procedure of Itasonic 2010© software.
Itasonic 2010© software - Main specifications
• Multilingual
• Management of operator permission
• Saving of the measuring programs and of the batches in SQL database.
• Scanning range: from 1 Hz to 50.000 Hz.
• Resolution and measuring time, on all the scanning range:
Resolution 8 Hz: control time 0,125 sec.
Resolution 4 Hz: control time 0,25 sec.
Resolution 2 Hz: control time 0,5 sec.
Resolution 1 Hz: control time 1 sec.
Resolution 0,5 Hz: control time 2 sec.
Resolution 0,25 Hz: control time 4 sec.
• Minimum distance between two frequencies: 2 Hz.
• Impact and sonic acquisition synchronized.
• Correct management of overlapping tolerances.
• FFT, FRF and FRF analysis with congruence calculation configurable.
• Special functions for 100% control: “Repeat measure if out of tolerance” and “Repeat measure if out of congruence”.
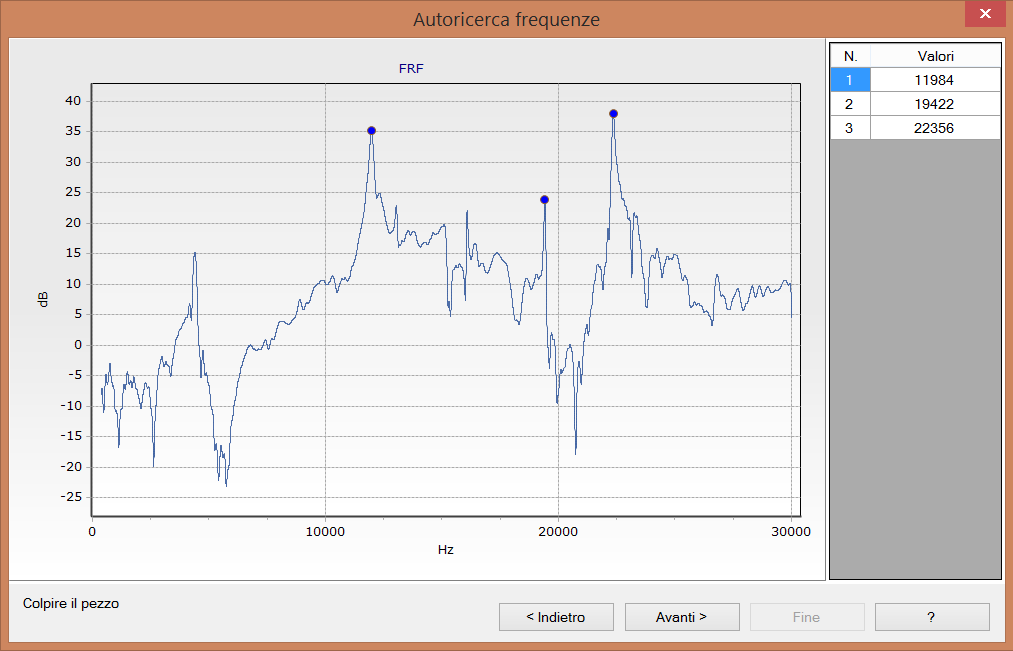
• Auto-creation of the measuring program, with auto-research of the frequencies, with visual support and interactive charts.
• Clear visualisation of the result of the test (Good/Reject).
• I/O management with differentiated out for each frequency.
• Possibility to save the charts of the test in the database for further analysis.
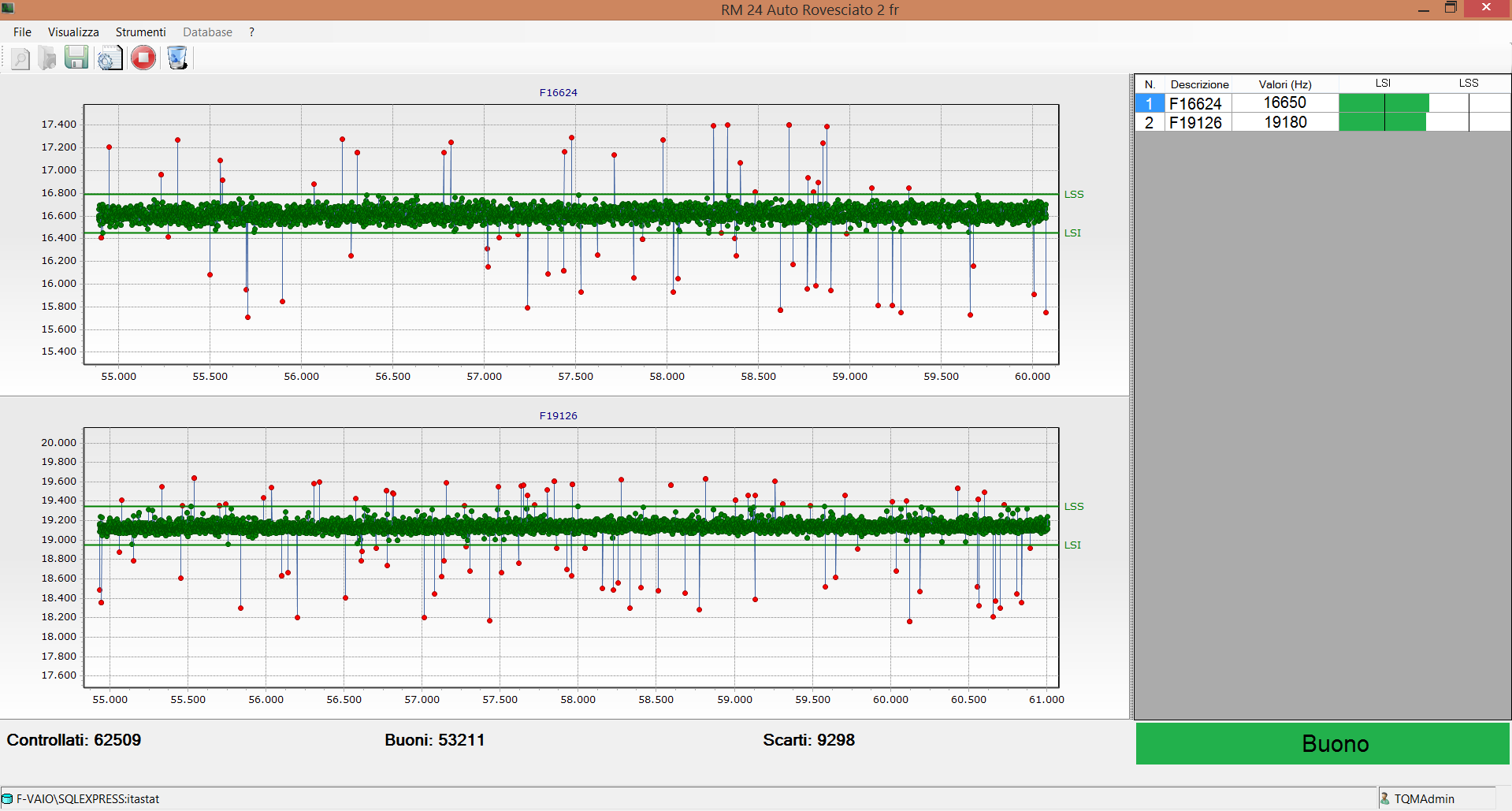
• Visualisation of the “sonic imprint” chart or of the “single values” chart.
• Simple procedure for setting defect research programs.
|
|
|
| Frequency auto-research | Choice of the frequency |

|
|
|
| Sonic imprint chart | Single value chart – good |
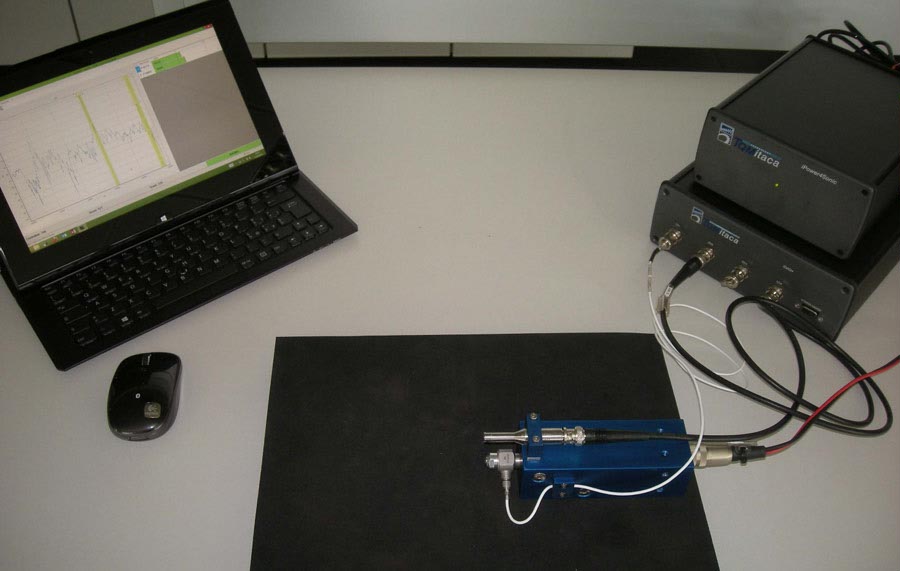
Manual unit
The manual unit consists of a PC with the Itasonic 2010© Manual Software, a manual hammer, a special industrial microphone with adjustable support, Sensor Box iDaq4Sonic + iPower4Sonic power supply, connecting cables, a special sponge sheet as support for the parts to be controlled.
Itasonic 2010© Manual unit allows the control of the natural vibration frequencies and the control of defects, with the automatic research of the frequencies.
Optionally it’s available a module for the statistical analysis and the process control (Itastat 6 Analysis).

Automatic unit
The automatic unit consists of a PC with Itasonic 2010© Automatic Software, a compact automatic hammer with programmable impact force with special industrial microphone integrated, a special power supply for the hammer, Sensor Box iDaq4Sonic with I/O board integrated for the management of the dialogue with the automatic production line, iPower4Sonic power supply, connecting cables.
Itasonic 2010© Automatic allows automatic controls of the eigenfrequencies and defect controls with automatic search of the frequencies which identify them. It allows also to configure the impact force of the hammer for each piece to be measured.
Optionally available:
• Itastat6 module for the statistical analysis and the process control.
• Module for mould cavity reading, with management of the measures for each cavity.
Itasonic 2010© Automatic can be easily integrated into automatic lines.
It’s possible to realize complete stations according to customer’s requirements.